Today’s manufacturers have a wide choice of materials, but being able to modify their surfaces extends the choice far more. The appropriate surface treatment can deliver lighter, longer-lasting products at lower prices.

Plasma spray coatings are some of the best solutions to oxidation and corrosion challenges. The coatings are normally hard and dense and consequently also provide improved protection against knocks, wear and high temperatures. The chemical make-up of the coating can be modified to accentuate the most desirable features, which makes plasma spraying a very versatile technique widely used in diverse industries for diverse purposes. For example, it is used in both small-scale electronic manufacturing and delicate medical applications as well as large-scale engineering enterprises like shipbuilding, gas drilling and aerospace.
How It Is Done
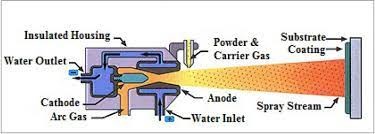
The essence of the technique is to liquefy the material at a very high temperature and spray it on to the prepared surface. The spray gun usually has a tungsten cathode and water-cooled copper anode. A high-voltage arc creates an ionised plasma of material that is accelerated from the cathode and past the anode on to the target. For a diagram of the equipment see this link: https://www.sciencedirect.com/topics/materials-science/plasma-spraying. Because the material is vaporised so rapidly it can be sprayed very finely and will cool very quickly. This makes the process surprisingly delicate – eliminating the risk of damage to most substrates. As a result, plasma can even be applied to plastics, glass, composite materials and textiles.

Coatings
The very high temperatures also allow a wide choice of materials and additives to be liquefied. Common choices include chrome oxide, yttria stabilised zirconia, tungsten carbide, boron carbide, aluminium oxide, molybdenum alumina, alumina/polyester and even ceramics. Ingredients (and other variables) can be modified to provide properties such as dielectric shielding, chemical resistance, lower friction, higher friction or to solve cavitation problems. Specialist companies like Poeton will also explore ways to apply other coatings on request or can offer their own refined formulations.
While the coating process is affordable, the equipment is expensive and must be calibrated carefully and quality monitored to ensure that coating depths are uniform and in accordance with the specifications. Most customers therefore partner with specialist workshops. Generally speaking, products up to about 1.5m are easy to handle in a workshop setting, but solutions for larger or in-situ components may be possible. Alternative options include wire-spraying and High Velocity Oxygen Fuel coatings.





